 ��
��



| �����������ĕ��ˆ�������֪�R100�t�̈́ӈD��ʾ |
| ��Դ�����c������6629�Ρ����r�g��2020/5/12 17:40:15 |
Ԓ�����f��ȫ�Ǹ�؛�v�⣬ֱ���τӑB�D���ӈD֮������Փ֪�R�o���v�⣬���Ŵ���ܸ�����������c��ϡ� �ӈD��ʾ�� ��ֱ�ȣ�����������
��ֱ�ȣ��挦������
��ֱ�ȣ������ⷽ��
���g�c��λ�öȣ�
ȫ���ӣ�����ȫ���ӣ���
���Q�ȣ�
�����ψD��
��������ϣ�
���S����ϣ�
���ʵ��w�F��
����ȫ���ӣ�
����@���ӣ�
����Ď�Ҫ�أ�
��݆���ȣ�
ƽ�жȣ��挦������
ƽ�жȣ��挦�棩��
ƽ��ȣ�
�Aб�ȣ������棩��
�Aб�ȣ��挦������
���ⷽ���λ�öȣ�
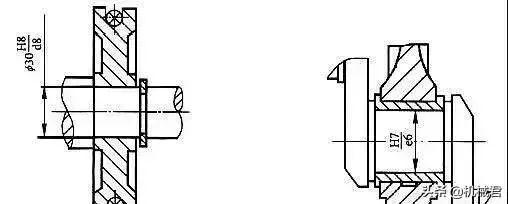
ͬ�S�ȣ�
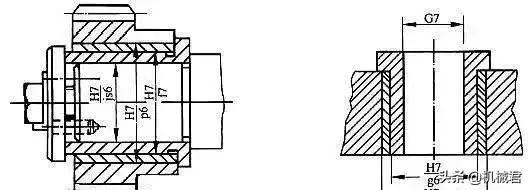
��݆���ȣ�
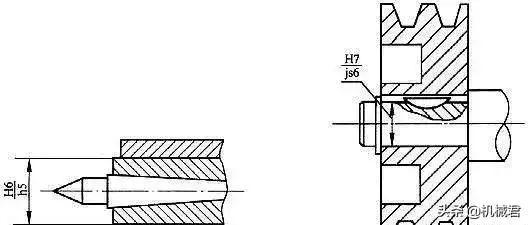
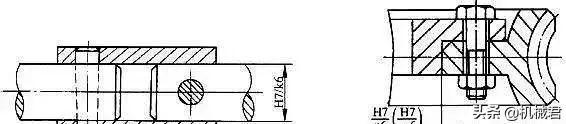
�A���ӣ�����A����
�A���ӣ�б��A����
�A�ȣ�
�A���ȣ�
ֱ���ȣ��o��ƽ��ȵģ���
ֱ���ȣ��ڽo�������ϵģ���
ֱ���ȣ����ⷽ���ϵģ���
�S������λ�ã�
����Ҫ����Ҫ��
��С���wҪ��
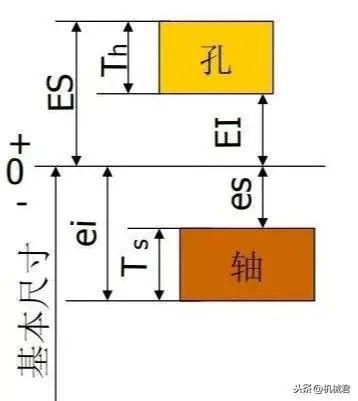
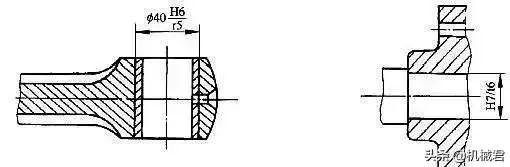
�������֪�R100�t 1��ʲô�Q�鹫� �����S����ߴ�͎΅�����׃�����ͷQ�鹫� 2��ʲô�Q��ߴ磿 �����ض���λ��ʾ�L��ֵ�Ĕ��֡� 3��ʲô�Q������ߴ磿 ��ʹ�OӋ�o���ijߴ硣 4��ʲô�Q�錍�H�ߴ磿 ����ͨ�^�y���@�õijߴ硣 5�� ʲô�Q��O�ߴ磿 ����ָ���S�ߴ�׃���ăɂ��O��ֵ�� 6��ʲô�Q������w��B(���QMMC)������w�ߴ磿 ������w��Bϵָ���S�ڳߴ繫����ȣ����в���������r�Ġ�B���ڴˠ�B�µijߴ磬�Q������w�ߴ磬���ǿ���С�O�ߴ���S�����O�ߴ�Ľy�Q�� 7��ʲô�Q����С���w��B(���QLMC)����С���w�ߴ磿 ����С���w��Bϵָ���S�ڳߴ繫����ȣ����в������ٕr�Ġ�B���ڴˠ�B�µijߴ磬�Q����С���w�ߴ磬���ǿ����O�ߴ���S����С�O�ߴ�Ľy�Q�� 8��ʲô�Q�����óߴ磿 ����������ȫ�L�ϣ��c���H�׃Ƚӵ���������S�ߴ磬�Q������óߴ硣�c���H�S��ӵ���С����ijߴ磬�Q���S�����óߴ硣 9��ʲô�Q��ߴ�ƫ� ����ָijһ���ߴ�p������ߴ����õĴ���� 10��ʲô�Q��ߴ繫� ����ָ���S�ߴ��׃������ 11��ʲô�Q���㾀�� ���ڹ����c��ψD��(���Q����D)�У��_��ƫ���һ�l����ֱ��������ƫ��� 12��ʲô�Q�鹫��� ���ڹ���D�У��ɴ����ϡ���ƫ��ăɗlֱ��������һ���^�� 13��ʲô�Q�����ƫ� �����Á��_������������㾀λ�õ���ƫ�����ƫ�һ��ָ�����㾀���ǂ�ƫ������λ���㾀�Ϸ��r�������ƫ�����ƫ�λ���㾀�·��r�������ƫ�����ƫ� 14��ʲô�Q��˜ʹ�� �𣺇���Ҏ���ģ����Դ_�������С����һ��� 15��ʲô�Q����ϣ� ����ָ�����ߴ���ͬ�ġ�����Y�ϵĿ��S���֮�g���Pϵ�� 16��ʲô�Q������ƣ� ���ǻ���ƫ���һ���ĿĹ�����c��ͬ����ƫ����S�Ĺ���γ���ϵ�һ�N�ƶȡ� 17��ʲô�Q����S�ƣ� ���ǻ���ƫ���һ�����S�Ĺ�����c��ͬ����ƫ��ĿĹ���γɸ��N��ϵ�һ�N�ƶȡ� 18��ʲô�Q����Ϲ�� �������S�g϶��׃����������������g϶�c��С�g϶֮������Ľ^��ֵ��Ҳ���ڻ�����ϵĿ���c�S���֮�͡� 19��ʲô�Q���g϶��ϣ� �𣺿Ĺ����ȫ���S�Ĺ��֮�ϣ��������g϶�����(������С�g϶����������)�� 20��ʲô�Q���^ӯ��ϣ� �𣺿Ĺ����ȫ���S�Ĺ��֮�£��������^ӯ�����(������С�^ӯ����������)�� 21��ʲô�Q���^����ϣ� ���ڿ��c�S������У����c�S�Ĺ�����ཻ������ȡ����һ�����S���䣬���ܾ����g϶��Ҳ���ܾ����^ӯ����ϡ� 22����������Ϟ�H11/c11����S�ƻ�������Ϟ�C11/h11�r���������������ʲô�� ���g϶�ܴ����ں��ɵġ��D�Ӻ����Ą���ϣ�Ҫ����c���g϶����¶�M����Ҫ���b�䷽��ĺ��ɵ���ϡ��ஔ���f���˵�D6/dd6�� 23����������Ϟ�H9/d9����S�ƻ�������Ϟ�D9/h9�r���������������ʲô�� ���g϶�ܴ�������D����ϣ����ھ��ȷ���ҪҪ��r�����д�Ĝض�׃�ӡ����D�ٻ����S�i�����r���ஔ���f����D4/de4�� 24����������Ϟ�H8/f7����S�ƻ�������Ϟ�F8/h7�r���������������ʲô�� ���g϶������D����ϣ������е��D���c�е��S�i�����ľ��_�D�ӣ�Ҳ�����b���^���еȶ�λ��ϡ��ஔ���f����D/dc�� 25����������Ϟ�H7/g6����S�ƻ�������Ϟ�G7/h6�r���������������ʲô�� ���g϶��С�Ļ�����ϣ����ڲ�ϣ�������D�ӡ����������ƄӺͻ��Ӳ�Ҫ���ܶ�λ�r��Ҳ������Ҫ�����_�Ķ�λ��ϡ��ஔ���f����D/db�� 26����������Ϟ�H7/h6; H8/h7;H9/h9; H11/h11����S�ƻ�������Ϟ�H7/h6; H8/h7; H9/h9; H11/h11�r���������������ʲô�� �𣺾����g϶��λ��ϣ�����������b�𣬶������rһ�������oֹ���ӡ�������w�l���µ��g϶���㣬����С���w�l���µ��g϶�ɹ���ȼ��Q����H7/h6�ஔ���f����D/d��H8/h7�ஔ���f����D3/d3��H9/h9�ஔ���f����D4/d4��H11/h11�ஔ���f����D6/d6�� 27����������Ϟ�H7/h6����S�ƻ�������Ϟ�K7/h6�r���������������ʲô�� ���^����ϣ����ھ��ܶ�λ���ஔ���f����D/gc�� 28����������Ϟ�H7/n6����S�ƻ�������Ϟ�N7/h6�r���������������ʲô�� ���^����ϣ����S���^���^ӯ�ĸ����ܶ�λ���ஔ���f����D/ga�� 29����������Ϟ�H7/p6����S�ƻ�������Ϟ�P7/h6�r���������������ʲô�� ���^ӯ��λ��ϣ���С�^ӯ��ϣ����ڶ�λ�����e��Ҫ�r��������õĶ�λ�����_�������Ą��Լ�������Ҫ�����ȿ��S�����o����Ҫ��������ϵľo���Ԃ��fĦ��ؓ�ɡ��ஔ���f����D/ga��D/jf������H7С�ڻ����3mm���^����ϡ� 30����������Ϟ�H7/s6����S�ƻ��������S7/h6�r���������������ʲô�� ���еȉ�����ϣ��m����һ��䓼��������ڱ��ڼ�����s��ϣ������T�F���ɵõ���o����ϣ��ஔ���f����D/je�� 31����������Ϟ�H7/u6����S�ƻ�������Ϟ�U7/h6�r���������������ʲô�� �𣺉�����ϣ��m���ڿ����S��������������˳��ܴ���������s��ϡ� 32���S�Ļ���ƫ���a;b�r�����������ʲô�� �𣺌��g϶��ϣ��ɵõ��e����g϶�����ّ��á� 33���S�Ļ���ƫ���c�r�����������ʲô�� �𣺌��g϶��ϣ��ɵõ��ܴ���g϶��һ���m���ھ������ɳڵĄ���ϡ����ڹ����l���^�����׃�Σ�����˱����b�䣬���횱��C���^����g϶�r�����]��Ϟ�H11/c11�����^������ϣ���H8/c7�m��һ�S�ڸߜع����ľo�܄���ϣ������ȼ�C�Ś��y�͌��ܡ� 34���S�Ļ���ƫ���d�r�����������ʲô�� �𣺌��g϶��ϣ����һ������IT7��IT11���������ɵ��D����ϣ����ܷ��w����݆�����D��݆���c�S����ϡ����m���ڴ�ֱ�������S����ϣ���ƽ�C����ĥ�C��܈�L���ͺ����͏����C���������͙Cе�е�һЩ����֧�С� 35���S�Ļ���ƫ���e�r�����������ʲô�� �𣺌��g϶��ϣ�������IT7��IT9����ͨ���m����Ҫ�������@�g϶�������D�ӵ�֧����ϣ�����ࡢ��֧�c֧�еȣ��ߵȼ���e�S�m���ڴ��͡����١����d֧����ϣ���݆�l늙C������늄әC����ȼ�C����݆�S���u��֧�еȡ� 36���S�Ļ���ƫ���f�r�����������ʲô�� �𣺌��g϶��ϣ�������IT6��IT8����һ���D����ϡ����ض�Ӱ푲���r�����V��������ͨ�����ͣ�֬��������֧�У����X݆�䡢С늄әC���õȵ��D�S�c����֧�е���ϡ� 37���S�Ļ���ƫ���g�r�����������ʲô�� �𣺌��g϶��ϣ�����g϶��С������ɱ��ߣ������pؓ�ɵľ����b���⣬�����]�����D����ϡ�������IT5��IT7�������m�ϲ����D�ľ��ܻ�����ϣ�Ҳ���ڲ��N�ȶ�λ��ϣ��羫���B�U�S�С����������y���B�U�N�ȡ� 38���S�Ļ���ƫ���h�r�����������ʲô�� �𣺌��g϶��ϣ�������IT4��IT11�����V�����ڟo�����D�ӵ����������һ��Ķ�λ��ϣ����]�Мض�׃��Ӱ푣�Ҳ���ھ��ܻ�����ϡ� 39���S�Ļ���ƫ���js�r�����������ʲô�� �𣺌��^����ϣ�����ȫ���Qƫ�+IT/2����ƽ���������g϶����ϣ�������IT4-7����Ҫ���g϶��h�SС�������S�����^ӯ�Ķ�λ���(���S��)�������ֻ�ľ�N�b�䡣 40���S�Ļ���ƫ���k�r�����������ʲô�� �𣺌��^����ϣ�ƽ����]���g϶����ϣ��m����IT4-IT7�������]���������^ӯ�Ķ�λ��ϣ����_������������õĶ�λ��ϡ�һ����ľ�N�b�䡣 41���S�Ļ���ƫ���m�r�����������ʲô�� �𣺌��^����ϣ�ƽ�������С�^����ϡ��m��IT4I-T7�������N�����C�b�䣬ͨ�����]���ھo�ܵĽM����ϡ�H6/n5��ϕr���^ӯ��ϡ� 42���S�Ļ���ƫ���n�r�����������ʲô�� �𣺌��^����ϣ�ƽ���^ӯ��m�S�Դ��ٵõ��g϶���m��IT4-IT7�������N�����C�b�䣬ͨ�����]���ھo�ܵĽM����ϡ�H6/n5��ϕr���^ӯ��ϡ� 43���S�Ļ���ƫ���p�r�����������ʲô�� �𣺌��^ӯ���, �cH6��H7��ϕr���^ӯ��ϣ��cH8����ϕr�t���^����ϡ������F���������^�p�ĉ�����ϣ�����Ҫ�r���ڲ�ж����䓡��T�F���~��䓽M���b���ǘ˜ʉ�����ϡ� 44���S�Ļ���ƫ���r�r�����������ʲô�� �𣺌��^ӯ���, ���F�������еȵ�����ϣ������F���������p�������ϣ�����Ҫ�r���Բ�ж���cH8����ϣ�ֱ����100mm���ϕr���^ӯ��ϣ�ֱ��С�r���^����ϡ� 45���S�Ļ���ƫ���s�r�����������ʲô�� �𣺌��^ӯ���, ����䓺��F������������ԺͰ������b�䡣�ɮa���ஔ��ĽY���������Ï��Բ��ϣ����p�Ͻ�r��������|�c�F������P�S�ஔ�������h���b���S�ϡ��y������ϡ��ߴ��^��r�����˱���p����ϱ��棬���П�Û����s���b�䡣 46���S�Ļ���ƫ���t;u;v;x;y;z�r�����������ʲô�� �𣺌��^ӯ���,�^ӯ����������һ�㲻���]�� 47��ʲô��r���x�û��S�ƣ� ��ֱ��ʹ�ð������S�Ĺ���������һ������ȼ��������8��11�����������M�ЙCе�ӹ������䓲����S���@�r�������x��ͬ�Ŀ��λ�Á��γɸ��N��ͬ������������r�I�Cе�ͼ����Cе�У��@�N��r���^�ࡣ �ӹ��ߴ�С��1mm�ľ����SҪ�ȼӹ�ͬ���Ŀ����y�ö࣬����ڃx���x�����졢犱����a���o��늺�����ИI�У�ͨ��ʹ�ý��^��܈���εļ�䓽zֱ�����S���@�r�x�û��S�����Ҫ�Ȼ����ƽ���Ч��á� �ĽY���Ͽ��]����һ���S�ڲ�ͬ��λ�c�ׂ�������ϣ����Ҹ����в�ͬ�����Ҫ���@�r�����]���û��S����ϡ� 48���c�˜ʼ������ϣ� �����c�˜ʼ���ϣ����Ԙ˜ʼ�����ʼ��_������ơ����磬�ڝL���S��֧�νY���У��L���S����Ȧ�c���w����ϑ����û��S�ƣ��S�Ѓ�Ȧ�c�S�i����ϑ�ԓ���û����ƣ����w�װ�J7���죬�S�i��k6���졣 49����ĥ�ӹ���������ȡ����ȼ�ʲô������ �𣺑�ȡIT1��IT5�� 50����ĥ�ӹ���������ȡ����ȼ�ʲô������ �𣺑�ȡIT4��IT7�� 51������ʯ܇�ӹ���������ȡ����ȼ�ʲô������ �𣺑�ȡIT5��IT7�� 52������ʯ�M�ӹ���������ȡ����ȼ�ʲô������ �𣺑�ȡIT5��IT7�� 53���Aĥ�ӹ���������ȡ����ȼ�ʲô������ �𣺑�ȡIT5��IT8�� 54��ƽĥ�ӹ���������ȡ����ȼ�ʲô������ �𣺑�ȡIT5��IT8�� 55�������ӹ���������ȡ����ȼ�ʲô������ �𣺑�ȡIT5��IT8�� 56����܇���M�ӹ���������ȡ����ȼ�ʲô������ �𣺑�ȡIT7��IT9�� 57���q�ӹ���������ȡ����ȼ�ʲô������ �𣺑�ȡIT6��IT10�� 58������ӹ���������ȡ����ȼ�ʲô������ �𣺑�ȡIT8��IT11�� 59���١���ӹ���������ȡ����ȼ�ʲô������ �𣺑�ȡIT10��IT11�� 60���L�����D���ӹ���������ȡ����ȼ�ʲô������ �𣺑�ȡIT10��IT11�� 61����܇�ӹ���������ȡ����ȼ�ʲô������ �𣺑�ȡIT10��IT12�� 62�����M�ӹ���������ȡ����ȼ�ʲô������ �𣺑�ȡIT10��IT12�� 63���@���ӹ���������ȡ����ȼ�ʲô������ �𣺑�ȡIT10��IT13�� 64���_���ӹ���������ȡ����ȼ�ʲô������ �𣺑�ȡIT10��IT14�� 65��ɰ���T��ӹ���������ȡ����ȼ�ʲô������ �𣺑�ȡIT14��IT15�� 66���������T��ӹ���������ȡ����ȼ�ʲô������ �𣺑�ȡIT14��IT15�� 67�����ӹ���������ȡ����ȼ�ʲô������ �𣺑�ȡIT15��IT16�� 68�����ӹ���������ȡ����ȼ�ʲô������ �𣺑�ȡIT15��IT18�� 69���_������ƫ���ЎN������ �𣺴_������ƫ��ķ��������N��ԇ��Ӌ�㷨��ȷ��� 70��ʲô�Q��ԇ�� ��ԇ���Ǒ���ԇ�ķ����_���M��aƷ�������ܵ���ϷN���Ҫ�����纽�졢���ա��������˹��I�Լ��F·�\ݔ�ИI��һЩ�P�I�ԙC���У����aƷ����Ӱ푴����ȱ��������Ҫ���P�I�Ե���ϡ�ԓ�������^�ɿ�����ȱ�c�����M��ԇ�ɱ��ߡ������L���^�ّ��á� 71��ʲô�Q��Ӌ�㷨�� ��Ӌ�㷨�Ǹ���ʹ��Ҫ��ͨ�^��ՓӋ����_����ϷN��䃞�c����Փ������֣��ɱ��^ԇ�ͣ���������ՓӋ�㲻���ܰљC���O�乤���h���ĸ��N���H���ؿ��]��ʮ����ȫ������OӋ��������ͨ�^ԇ�_���Ĝʴ_�����磬��Ӌ�㷨�_�������S���g϶��ϵ���ϷNr������Һ�w������Փ����Ӌ�������S����С�g϶�����ˏĘ˜����x���m������ϷN���Ӌ�㷨�_����ȫ���^ӯ���fؓ�ɵ��^ӯ��ϷNr������Ҫ���fؓ�ɵĴ�С������������׃����Փ������Ӌ�����Ҫ����С�^ӯ�������x����m���^ӯ��ϷN�ͬ�r���������Ϗ����Ƿ��܉����ԓ��ϷN����a��������^ӯ������Ӱ�����g϶���^ӯ�����غܶ࣬��ՓӋ��ֻ���ǽ��Ƶġ� 72��ʲô�Q��ȷ��� ��ȷ��������c�OӋ�΄�ͬ��͵ęC����C���н��^���a���`��C��������酢�������Y�����OӋ�aƷ��ʹ��Ҫ��͑��×l���Č��H��r���_����ϡ�ԓ����������V����Ҫ���OӋ�ˆT���ճ�ֵą����Y�ϲ������ஔ�Ľ���ȷ��_����ϕr�����]���������£� ������С�������^��r��څ��ƫ�o�x����ϣ������m���������^ӯ��ϵ��^ӯ�����pС�g϶��ϵ��g϶�����x�ë@���^ӯ�ĸ��ʴ���^����ϡ� ���b��r�ͽY�����c�����ڽ������b����ϣ��c���������b���΄���ͬ�������ȣ�����ϑ���Щ���b�����y����ϣ�Ҳ������Щ�� �Y���L�Ⱥ���λ�`�����L��Խ�L��������λ�`��Ĵ��ڣ��c�Y���L�ȶ̵������ȣ����H�γɵ����Խ�o����ˣ����x���m����һЩ����ϡ� ���ϡ��ضȡ���������IJ��ϲ�ͬ��������Ûϵ������^���ҹ����ض��c�˜ʜضȣ�20 ������^��r��Ҫ���]��׃�ε�Ӱ푡��b��׃�ε�Ӱ푡� 73������ȼ���5���r����������Щ���ϣ� ����Ҫ������Ϲ����λ����Ҫ����С�Ĉ��ϣ�������|������һ���ڙC�����l�әC���x������Ҫ��λ���á����cD ���L���S����ϵ����w�ף��cE���L���S����ϵęC�����S���C��β���c��Ͳ�����ܙCе�����ٙCе�е��S�i�����ܽz���ȡ� 74������ȼ���6���r����������Щ���ϣ� ��������|���_���^�ߵľ����ԣ����cE���L���S������ϵĿס��S�i���c�X݆��݆���S������݆��݆���B�ӵ��S�����C���z���S�����u���@�������C���A���Ќ�������⏽�ߴ磻6�������X݆�Ļ��ʿף�7��8���X݆�����S�� 75������ȼ���7���r����������Щ���ϣ� ��7�����ȱ�6���Եͣ����×l���c6 ���������ƣ���һ��Cе�����Б����^���ձ顣���S������݆��݆�ȿ����C���A�P���ף��A���й̶��@�ף��ɓQ�@�ף�7��8���X݆���ʿף�9��10���X݆�����S�� 76������ȼ���8���r����������Щ���ϣ� ���ڙC�������Ќ����еȾ��ȡ����S�����r���،��ȷ���ߴ磬9��12���X݆���ʿף�11��12���X݆�����S�� 77������ȼ���9��10���r����������Щ���ϣ� ����Ҫ���ڙCе�������S���⏽�c�ף��ٿv���c�S�����S��݆�c�S�����I�c���I�� 78������ȼ���11��12���r����������Щ���ϣ� ����Ͼ��Ⱥܵͣ��b�����ܮa���ܴ��g϶���m���ڻ����ϛ]��ʲô���Ҫ��Ĉ��ϡ���C���Ϸ��m�P�cֹ�ڣ������c�����X݆���ӹ��й����g�ߴ磻�_���ӹ�����ϼ����C�������еİ��ֿ��c���������B�� 79���g϶����ڌ��H���OӋ������x�ã�
�����ؙC���^���q� ��龲۵ķ��m�P ��ȼ�C���Ś��y�͌���
����݆�c�S����σ�ȼ�C���S�����
���X݆�S���c�S����� �@���c�r����� 80���^������ڌ��H���OӋ������x�ã�
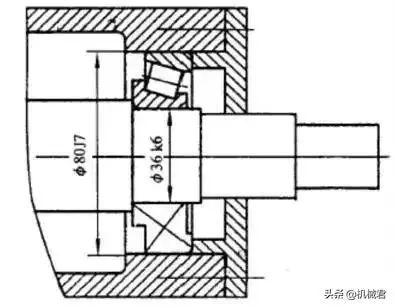
��܇��β����피���Ͳ����ώ�݆�c�S�����
�������S�������݆���~݆���c݆ݗ����� 81���^ӯ����ڌ��H���OӋ������x�ã� ��Ҋ�D
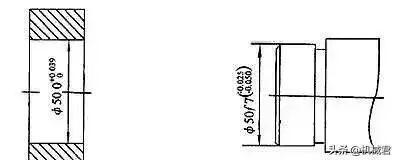
82������D�Ͼ��Գߴ繫����Θ�ע�� ��Ҋ�D
83���b��D�Ͼ��Գߴ繫����Θ�ע�� ��Ҋ�D
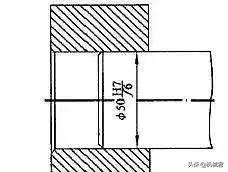
84���˜ʼ����Գߴ繫����Θ�ע�� ��Ҋ�D
85�����Գߴ繫���ע��ʲôҪ�� �𣺹����̖�c�����ߴ电��ͬ�ߡ����ØO��ƫ���ע���Գߴ繫��r������ƫ��ֱȻ����ߴ电��Сһ̖��������ƫ��С���cλ����회��R�����˳���̖ؓ������һ��ƫ����㣬���á�0���˳������c��һ��ƫ�λ�����R����ƫ����c�����ߴ�ע��ͬһ���ϡ�������ƫ�ֵ��ȕr��ƫ��ֻע��һ�Σ�����ƫ���c�����ߴ�֮�gע��+/-��̖���Ҷ�����̖��ͬ�� 86��ʲô�Q��A�F��ϣ� �𣺻����A�F��ͬ�ăȡ���A�Fֱ��֮�g�����ڽY�ϲ�ͬ���γɵ���Pϵ���A�F��ϵ����������ͨ�^��Y�ϵăȡ���A�FҎ�����S��λ�Á��γ��g϶���^ӯ���g϶���^ӯ���ڴ�ֱ�ڈA�F���淽�������ã�������ֱ�ڈA�F�S������o�����y�������F��С�ڻ����1:3�ĈA�F����ֱ�ڈA�F�����c��ֱ�ڈA�F�S���o���Ĕ�ֵ֮�g�IJ�ɺ��Բ�Ӌ�����_����Y�ϵăȡ���A�F�S��λ�õIJ�ͬ�������A�F��Ϸ֞�Y���͈A�F��Ϻ�λ���͈A�F��σɷN��͡� 87��ʲô�Q��Y���͈A�F��ϣ� ���ɽY��������Y���ߴ���_���ȡ���A�F�����S��λ�ö��@�õ���ϡ� 88��ʲô�Q��λ���͈A�F��ϣ� ��Ҏ���S��λ�ƻ�a���S��λ�Ƶ��S�����Ĵ�С���_���ȡ���A�F�����S��λ�ö��@�õ���ϡ� 89���˜ʹ���ϵ��������헃��ݽM�ɣ� ���ɹ���ȼ��������λ�ͻ����ߴ�ֶΡ� 90��ʲô�Q��һ�㹫� ����ָ��܇�g��ͨ��ˇ�l���C���O��һ��ӹ��������_���Ĺ�� 91��GB/T1804-1992�龀�Գߴ��һ�㹫��Ҏ����ʲô�� ��Ҏ����f��m��c��v��4������ȼ�����ĸf��ʾ���ܼ���m��ʾ�еȼ���c��ʾ�ֲڼ���v��ʾ��ּ�������ȼ�f��m��c��v�քe�ஔ��IT12��IT14��lt16��IT17�� 92���g϶��ϕrҪע��ʲô�� �𣺻��ʿ�H��������Sh���c��������ȼ����Sa��h�����A��H���γ��g϶��ϣ���11�N������ H��a����A��h���M�ɵ��g϶���H��h������g϶��С�� H��a��A��h����H��b��B��h����H��c��C��h����ϣ��@3�N��ϵ��g϶�ܴ���ʹ�á�һ�����ڹ����l���^�Ҫ���`������ęCе�ϣ�����������׃�δ��S�ڸߜ��¹����豣�C���^���g϶�Ĉ��ϡ� H��d��D��h����H��e��E��h����ϣ��@�ɷN����g϶�^������Ҫ�������D�ӵ�֧�Ρ�����H��d��D��h���m�����^�ɵĂ�����ϣ����ܷ��w����݆�Ϳ��D��݆���c�S����ϡ�Ҳ�m���ڴ�ֱ�������S�е���ϣ�����ĥ�C��܈䓙C�����͙Cе�Ļ����S�У��m����IT7��IT11�������绬݆�c�S����ϡ� H��f��F��h����ϣ��@����ϵ��g϶�m�У�������IT7��IT9��һ�������ϣ����X݆�䡢С늄әC���õȵ��D�S������֧�ε���ϡ� H��g��G��h����ϣ��˷N����g϶��С�����˺��pؓ�ɵľ��ܙC���⣬һ�㲻�����D����ϣ�������IT5 ��IT7�����m���������͔[�Ӻͻ��ӵľ�����ϡ������@���c�r�����. H��h��ϣ��@����ϵ���С�g϶���㣬����IT4��IT11�����m���ڟo�����D�Ӷ��ж��ĺ͌���Ҫ��Ķ�λ��ϣ����o�ضȡ�׃��Ӱ푣�Ҳ���ڻ�����ϣ����]���H6��h5��H7��h6��H8��h7��H9��h9��H11��h11�� 93���^����ϕrҪע��ʲô�� �𣺻��ʿ�H�c��������ȼ��S�Ļ���ƫ���̖j��n�γ��^����ϣ�n�c�߾��ȵĿ��γ��^ӯ��ϣ��� H��j��H��js��ϣ��@�ɷN�^����ϫ@���g϶�ęC���^�࣬������IT4��IT7�����m����Ҫ���g϶��hС�����S�����^ӯ�Ķ�λ��ϣ����S�����XȦ�c���݆ݞ�Լ��L���S���c���w����ϵȡ� H��k��ϣ��˷N��ϫ@�õ�ƽ���g϶�ӽ����㣬�����^�ã��b�������ܵ��Ľ��|�����^С���܉��ж���m����IT4��IT7�����焂���S������ϡ� H��m��H��n��ϣ��@�ɷN��ϫ@���^ӯ�ęC���࣬���ĺã��b���^�o���m����IT4��IT7�� 94���^ӯ��ϕrҪע��ʲô�� �𣺻��ʿ�H�c��������ȼ��S�Ļ���ƫ���̖p��zc�γ��^ӯ��ϣ�p��r�c�^�;��ȵ�H���γ��^����ϣ��� H��p��H��r��ϣ��@�ɷN����ڸ߹���ȼ��r���^ӯ��ϣ������N������C�b�䣬ֻ���ڴ��ޕr��ж����Ҫ���ڶ��ľ��Ⱥܸߡ���������Ą��ԡ��ܛ_��ؓ�d�Ķ�λ��ϣ�������IT6��IT8���� H��s��H��t��ϣ��@�ɷN��ό����е��^ӯ��ϣ������IT6��IT7����������F�������û�����ýY�ϡ������o�����������^ӯ�a���ĽY����������ֱ�ӂ��f�е�ؓ�ɡ�һ���É������b�䣬Ҳ�������S������b��ģ����T�F݆�c�S���b�䣬�����N���S���ȉ�����е���ϡ� H��u��H��v��H��x��H��y��H��z��ϣ��@�N���ڴ��^ӯ��ϣ��^ӯ�����������^ӯ�cֱ��֮����0��001���ϡ������m���ڂ��f���Ť�ػ���ܴ�ě_���غɣ���ȫ�����^ӯ�a���ĽY�������C�ι̵��B�ӣ�ͨ�����ß������S���b�䡣��܇���T�܇݆�c���i�݆��Ҫ��H7 ��u6����H6��u5��ϡ������^ӯ��Ҫ��������|�ã����ȸߣ���t��������D�ѣ���˲��ÕrҪ���أ�һ��Ҫ���^ԇ����Ͷ�����a���b��ǰ����߀Ҫ�M�����x��ʹһ��������^ӯ��څ��һ�£����^�m�С� 95����ʲô�����x�û����ƣ� �����ļӹ��y���S����׃�ijߴ���Ҫ��׃���ߡ����ߵĔ���������׃�S�ijߴ粻����׃���ߡ����ߵĔ����� 96������ȼ�����Α��ã� ��Ҋ�D
97��ʹ��Ҫ����δ_����ϵ�e�� �𣺮��ס��S�������Ƅӻ��D�ӕr������x���g϶��ϡ������Ƅ��xȡ�g϶�^С����ϣ������D���xȡ�g϶�^�����ϡ� ���ס��S֮�g�o�I���N����ᔵ��Ӽ���ֻ�ܿ��ס��S֮�g����ρ팍�F���ӕr������x���^ӯ��ϡ� �^����ϵ������ǿ��ܮa���g϶��Ҳ���ܮa���^ӯ�����g϶���^ӯ���������^С����ˣ������֮�g�o�����\�ӡ�ͬ�Ķ�Ҫ���^�ߣ��Ҳ�����ς��f�����r�������x���^����ϡ� 98���ߴ繫���c��ϵ��x���ԭ�t��ʲô�� ���x���ԭ�t���ڝM��ʹ��Ҫ���ǰ�����܉�@����ѵļ��g����Ч�档
|
| ��ˢ����桿�������ղء�����ӡ���ġ� ���P�]���ڡ� |
| ��һƪ���㲻֪���Ĵŷۜy���C�����c?����һƪ�����˽�ʲô��Ť������������? |
�Ԓ��0513-88915838
������0513-88921838
���棺0513-88919965
����]�䣺htjd@htjd.com.cn
��˾��ַ�����Kʡ���������l���169̖1��